|
•
|
操作员是操作焊接机器的技术人员。通常由两个技术人员来操作机器。
|
|
•
|
速度(每分钟转数)是部件在电子束下旋转的速度。
|
|
•
|
电流(安培)是影响电子束强度的电流。
|
|
•
|
模式是使用的焊接方法。
|
|
•
|
部件壁尺寸(毫米)是部件壁的厚度。
|
|
•
|
几何形状指示是单面斜接还是双面斜接。
|
|
•
|
材料是要焊接的材料类型。
|
|
•
|
|
1.
|
选择实验设计 > 经典 > 筛选设计。
|
|
2.
|
|
3.
|
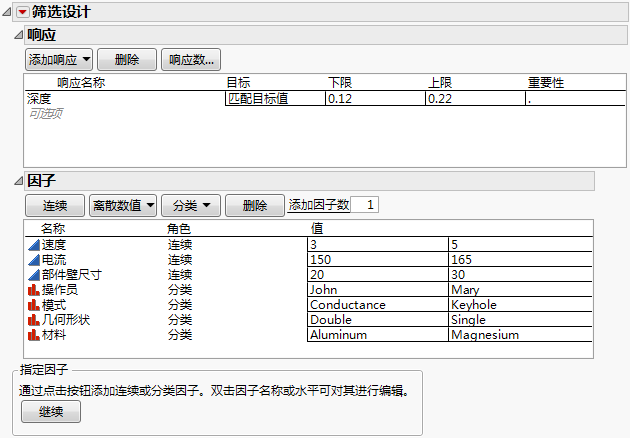
点击默认“目标”最大化并将其更改为匹配目标值。
|
|
4.
|
在下限下点击并键入 0.12。
|
|
5.
|
在上限下点击并键入 0.22。
|
|
6.
|
将重要性下面的区域留空。
|
完成的“响应”分级显示项如图 9.2所示。现在,指定因子。
|
•
|
要自动输入因子,请使用 Weld Factors.jmp 数据表。
|
|
1.
|
|
2.
|
|
1.
|
|
2.
|
将速度值更改为 3 和 5。
|
4.
|
|
5.
|
将操作员值更改为 John 和 Mary。
图 9.2 焊接实验的“响应”和“因子”分级显示项
|
1.
|
点击继续。
|
|
2.
|
|
3.
|
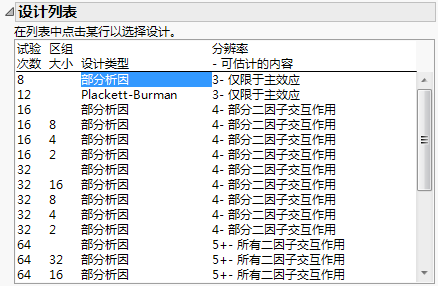
图 9.3 三个连续因子和四个分类因子的设计列表
|
5.
|
点击继续。
|
图 9.4 已完成的“筛选设计”窗口
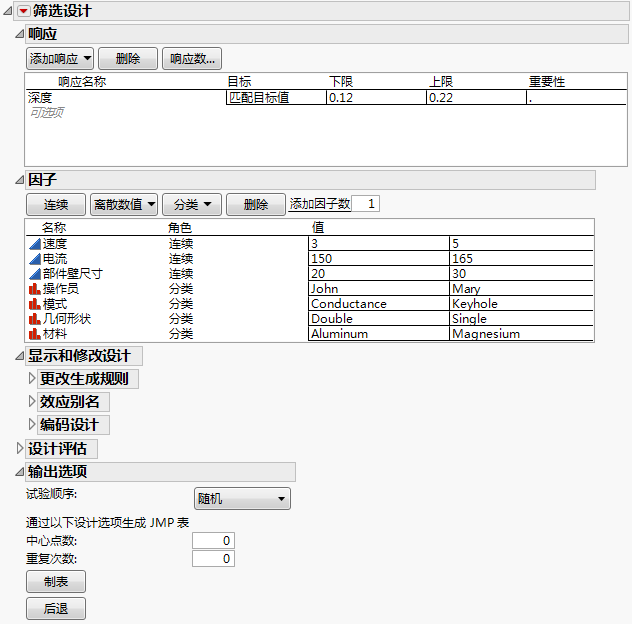
图 9.5 包含 8 次试验的部分析因设计的别名
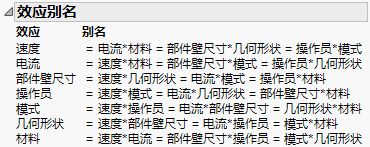
回想一下您选择了一个分辨率为 3 的设计(请参见图 9.3)。在分辨率为 3 的设计中,一些主效应与双因子交互作用混杂。“效应别名”分级显示项指示:对于这个分辨率为 3 的设计,每个主效应都与三个双因子交互作用完全混杂。若您怀疑双因子交互作用是活跃的,则这是一个很差的设计。有关混杂的说明,请参见两水平常规部分析因。
|
7.
|
点击制表。
|
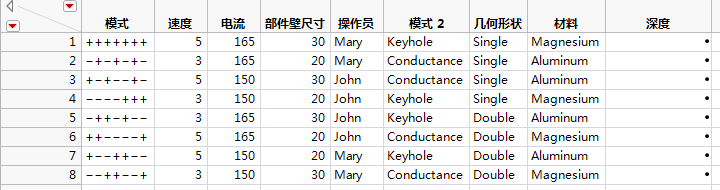
图 9.6 设计数据表
|
‒
|
模式列显示为设计试验分配的高设置和低设置。
|
|
1.
|
打开“筛选设计”窗口。若您关闭了它,则运行“设计数据”表中的实验设计对话框脚本。
|
|
2.
|
点击后退。
|
|
3.
|
点击继续。
|
|
4.
|
|
5.
|
|
6.
|
在“选择筛选类型”面板中,选择构造主效应筛选设计选项。
|
|
7.
|
点击继续。
|
在“试验次数”下选择的选项为默认,即将试验次数设置为 12。保留该设置。
|
8.
|
点击制作设计。
|
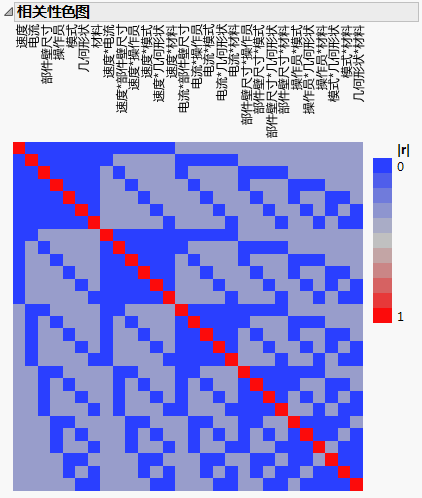
图 9.7 主效应筛选设计
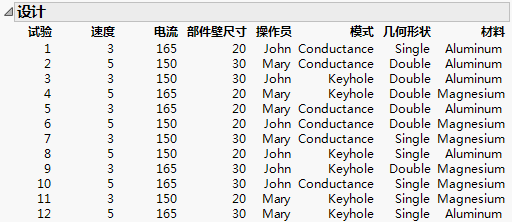
图 9.8 包含 12 次试验的主效应筛选设计的相关性色图