在以下示例显示的情况中,由于过程不稳定,总变异与组内变异存在差别。它使用 Quality Control 样本数据文件夹中的 Coating.jmp 数据表(数据取自 ASTM Manual on Presentation of Data and Control Chart Analysis)。关注的过程变量为重量列,按照样本列划分为子组。
|
1.
|
|
2.
|
选择分析 > 质量和过程 > 过程能力。
|
|
3.
|
|
4.
|
打开过程子组分级显示项。
|
|
5.
|
|
6.
|
|
7.
|
点击嵌套子组 ID 列。
|
|
8.
|
点击确定。
|
|
9.
|
|
10.
|
点击确定。
|
|
11.
|
从“目标图”红色小三角菜单中,选择显示组内 Sigma 点。
|
|
12.
|
从“过程能力”红色小三角菜单中,选择单项详细报表。
|

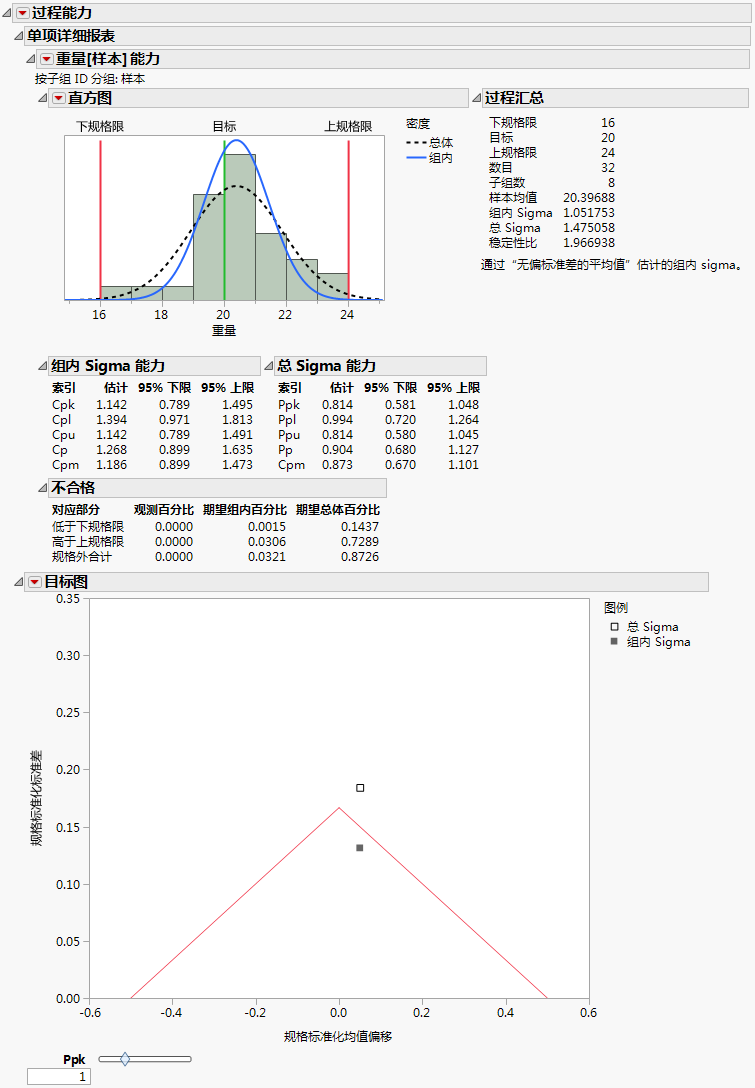
图 11.25显示了所得到的“过程能力”报表。“目标图”显示的两个点分别代表根据规格限标准化的均值偏移和标准差。标为“总 Sigma”的点使用总样本标准差计算。标为“组内 Sigma”的点使用子组内标准差的估计值计算。
使用“总 Sigma”计算的点位于对应于 Ppk 为 1 的目标三角形之外。这表示变量重量将产生不合格产品。
不过,使用“组内 Sigma”计算的点位于目标三角形内。这表示若过程稳定,重量值将很可能落入规格限范围内。
使用“控制图生成器”可确定重量测量值是否稳定。
|
1.
|
|
1.
|
选择分析 > 质量和过程 > 控制图生成器。
|
|
2.
|
|
3.
|
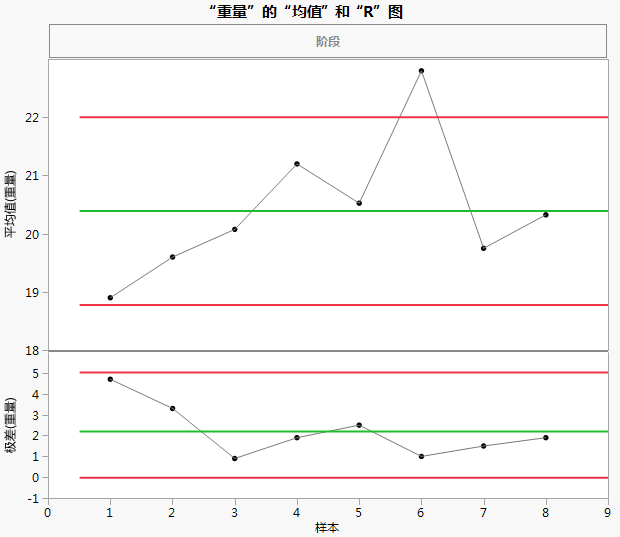
该控制图指示重量测量值不稳定。过程受特殊原因影响且不可预测。这使得对能力指标和不合格估计值的解释非常不可靠。由于过程不可预测,甚至基于“总 Sigma”的估计值也变得不可靠。
图 11.25中的直方图显示了重量值的分布,以及叠加在直方图上使用了两种 sigma 估计值的正态密度曲线。使用“总 Sigma”估计值的正态曲线比使用“组内 Sigma”估计值的正态曲线更加扁平。该正态曲线更为分散,这是因为“总 Sigma”的估计值受到使过程不稳定的特殊原因影响而膨胀。若过程稳定,更窄的正态曲线将反映过程行为。